


Panier
0
Produit
Produits
(vide)
Aucun produit
Livraison gratuite !
Livraison
0,00 €
Total
Les prix sont HT
Produit ajouté au panier avec succès
Quantité
Total
Il y a 0 produits dans votre panier. Il y a 1 produit dans votre panier.
Total produits
(HT)
Frais de port (HT)
Livraison gratuite !
Total
(HT)
Fraisage : vitesse de coupe et de rotation
Dans ce guide, vous allez apprendre à calculer la vitesse de rotation et la vitesse d’avance que votre fraise a besoin pour réaliser un bon usinage de la pièce. Commençons tout de suite avec les formules de calcul !
Si vous souhaitez avoir plus d’informations sur les différentes caractéristiques de la fraise-outil, lisez notre guide.
SOMMAIRE
- Formule de calcul pour la vitesse de rotation de la fraise
- Formule de calcul pour la vitesse d’avance de la fraise
- Tableaux sur la vitesse de coupe et l’avance par dent des fraises selon la matière à usiner
- Abaque pour l'acier de construction (jusqu'à 700 N/mm²)
- Abaque pour l'acier de 700 à 1000 N/mm²
- Abaque pour l'acier de 1000 à 1300 N/mm²
- Abaque pour acier inoxydable (inox 304 - 316), Inconel 625 et Nimonic 75
- Abaque pour les alliages spéciaux fortement alliés (Base Ni-Co, Stellite 306, Inconel 718, Nimonic 90, Waspalloy)
- Abaque pour le titane (jusqu'à 750 N/mm²) et TA6V
- Abaque pour fontes standard, graphite lamellaire, FT10 - FT20
- Abaque pour fonte dure, graphite lamellaire FT25 - FT35, graphite spéroïdale et malléable
- Abaque pour le cuivre, le laiton et le bronze
- Abaque pour l'aluminium pur (AU5N et AU4G)
- Abaque pour l'aluminium au silicium (AS11 - AS13...)
- Tableau sur la vitesse de coupe et l’avance par dent des fraises monoblocs en carbure selon la matière à usiner
- Tableaux sur la vitesse de coupe et de rotation des fraises limes rotatives selon la matière à usiner
1/ Formule de calcul pour la vitesse de rotation de la fraise d'usinage
Données :
- N = Vitesse de rotation en tr/min
- Vc = Vitesse de coupe en m/min
- p = 3,14
- Ø = Diam. de la fraise en mm
Formule :
N = 1000 x Vc
p x Ø
Exemple :
Quelle sera la vitesse de rotation d’une fraise 2 tailles 3 dents 45° sans revêtement (type F300W) Ø 8,0 mm pour usiner de l’acier de construction ?
Il faut d’abord chercher la vitesse de coupe dans le tableau des conditions d’utilisation des fraises acier rapide (voir ci-dessous).
La vitesse de coupe est donc Vc = 35 m/min
Appliquons maintenant la formule :
N = 1000 x 35
3,14 x 8
Résultat :
N = 1393,3 tr/min à arrondir à 1400 tr/min
2/ Formule de calcul pour la vitesse d’avance de la fraise outil
Données :
- Vf = Vitesse d’avance en mm/min
- a = Avance par dent en mm/dent
- N = Vitesse de rotation en tr/min
- Z = Nombres de dents
Formule :
Vf = a x Z x N
Exemple :
En reprenant le cas précédent, quelle sera la vitesse d’avance ?
Il faut d’abord chercher l’avance par dent dans le tableau des conditions d’utilisation des fraises acier rapide (voir ci-dessous).
L’avance par tour est donc a = 0,025 mm/dent
Appliquons maintenant la formule :
Vf = 0,025 x 3 x 1393,3
Vf = 104,5 mm/min à arrondir à 100 mm/min
Résultat :
Il faut tourner à 1400 tr/min et avancer à 100 mm/min pour usiner de l’acier de construction avec une fraise 2 tailles 3 dents 45° Ø 8.0
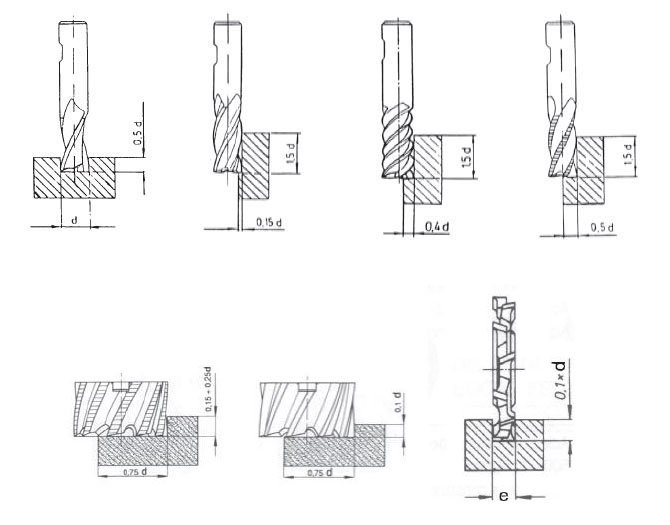
Schémas des différents types de fraise
3/ Tableaux sur la vitesse de coupe et l’avance par dent des fraises selon la matière à usiner
Dans cette partie, nous vous présentons plusieurs abaques de fraisage afin de vous aidez à usiner votre matériau. Chaque tableau est spécifique à une matière à fraiser et apporte des précisions quant à la vitesse de coupe et l’avance par dent à appliquer selon le type de fraise utilisé. Ainsi, vous pouvez avoir la vitesse de coupe pour le plastique, l’acier, le cuivre, l’aluminium, le carbure, etc.
ATTENTION : Les vitesses d’avance sont données pour un fraisage en avalant, selon les profondeurs de passe. Pour les fraises en séries extra courtes, augmentez l’avance de 20% ; pour des fraises en séries longues, diminuer l’avance de 50%.
1) Abaque pour l'acier de construction (jusqu'à 700 N/mm²)
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| ACIERS de construction Résistance jusqu'à 700 N/mm² |
Rainurer 2 dents | Co8% | Sans | 30 - 45 | Emulsion | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 |
| Rainurer 2 dents | Co8% | TIALN | 90 -110 | E/Sec | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 | |
| Rainurer 3 dents | Co8% | Sans | 30 - 45 | Emulsion | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 | |
| Rainurer 3 dents | Co8% | TIALN | 90 -110 | E/Sec | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 | |
| 3 dents 45° | Co8% | Sans | 30 - 40 | Emulsion | 0,016 | 0,019 | 0,025 | 0,045 | 0,088 | 0,110 | |
| 3 dents 45° | Co8% | TIALN | 70 - 90 | E/Sec | 0,016 | 0,019 | 0,025 | 0,045 | 0,088 | 0,110 | |
| 4 dents 45° | Co8% | NCR | 70 - 90 | Emulsion | 0,016 | 0,019 | 0,025 | 0,045 | 0,088 | 0,110 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 30 - 40 | Emulsion | 0,012 | 0,014 | 0,024 | 0,060 | 0,090 | 0,150 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 70 - 90 | E/Sec | 0,012 | 0,014 | 0,024 | 0,060 | 0,090 | 0,150 | |
| 2 Tailles ébauche HR | Co8% | Sans | 35 - 45 | Emulsion | 0,020 | 0,023 | 0,040 | 0,075 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 60 - 80 | E/Sec | 0,021 | 0,023 | 0,040 | 0,075 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 60 - 80 | Emulsion | 0,021 | 0,023 | 0,040 | 0,075 | |||
| 2 T. à Trous Finition | Co8% | Sans | 30 - 40 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 30 - 40 | Emulsion | (40) 0,06 | (50) 0,08 | (63) 0,09 | (80) 0,10 | 100 (0,11) | ||
| 3 tailles | HSS | Sans | 20-25 | Emulsion | 50 (0,04) | 63 (0,06) | 80 (0,07) | 100 (0,08) | 125 (0,1) | ||
2) Abaque pour l'acier de 700 à 1000 N/mm²
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| ACIERS de 700 à 1000 N/mm² |
Rainurer 2 dents | Co8% | Sans | 20 - 25 | Emulsion | 0,011 | 0,011 | 0,015 | 0,030 | 0,055 | 0,080 |
| Rainurer 2 dents | Co8% | TIALN | 35 - 50 | E/Sec | 0,011 | 0,011 | 0,015 | 0,030 | 0,055 | 0,080 | |
| Rainurer 3 dents | Co8% | Sans | 20 - 25 | Emulsion | 0,011 | 0,011 | 0,015 | 0,030 | 0,055 | 0,080 | |
| Rainurer 3 dents | Co8% | TIALN | 35 - 50 | E/Sec | 0,011 | 0,011 | 0,015 | 0,030 | 0,055 | 0,080 | |
| 3 dents 45° | Co8% | Sans | 20 - 25 | Emulsion | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 3 dents 45° | Co8% | TIALN | 35 - 50 | E/Sec | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 4 dents 45° | Co8% | NCR | 35 - 50 | Emulsion | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 16 - 20 | Emulsion | 0,014 | 0,014 | 0,028 | 0,061 | 0,110 | 0,150 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 30 - 40 | E/Sec | 0,014 | 0,014 | 0,028 | 0,061 | 0,110 | 0,150 | |
| 2 Tailles ébauche HR | Co8% | Sans | 20 - 25 | Emulsion | 0,015 | 0,021 | 0,040 | 0,082 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 35 - 50 | E/Sec | 0,015 | 0,021 | 0,040 | 0,082 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 25 - 35 | Emulsion | 0,015 | 0,021 | 0,040 | 0,082 | |||
| 2 T. à Trous Finition | Co8% | Sans | 20 - 25 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 20 - 25 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 3 tailles | HSS | Sans | 15 - 20 | Emulsion | 50 (0,04) | 63 (0,06) | 80 (0,07) | 100 (0,08) | 125 (0,1) | ||
3) Abaque pour l'acier de 1000 à 1300 N/mm²
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| ACIERS de 1000 à 1300 N/mm² |
Rainurer 2 dents | Co8% | Sans | 12 - 16 | Emulsion | 0,011 | 0,011 | 0,015 | 0,026 | 0,055 | 0,070 |
| Rainurer 2 dents | Co8% | TIALN | 18 - 30 | E/Sec | 0,011 | 0,011 | 0,015 | 0,026 | 0,055 | 0,070 | |
| Rainurer 3 dents | Co8% | Sans | 12 - 16 | Emulsion | 0,011 | 0,011 | 0,015 | 0,026 | 0,055 | 0,070 | |
| Rainurer 3 dents | Co8% | TIALN | 18 - 30 | E/Sec | 0,011 | 0,011 | 0,015 | 0,026 | 0,055 | 0,070 | |
| 3 dents 45° | Co8% | Sans | 12 - 16 | Emulsion | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 3 dents 45° | Co8% | TIALN | 18 - 30 | E/Sec | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 4 dents 45° | Co8% | NCR | 18 - 30 | Emulsion | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 11 - 14 | Emulsion | 0,013 | 0,013 | 0,027 | 0,060 | 0,100 | 0,140 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 16 - 22 | E/Sec | 0,013 | 0,013 | 0,027 | 0,060 | 0,100 | 0,140 | |
| 2 Tailles ébauche HR | Co8% | Sans | 12 - 16 | Emulsion | 0,014 | 0,020 | 0,039 | 0,080 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 18 - 25 | E/Sec | 0,014 | 0,020 | 0,039 | 0,080 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 18 - 25 | Emulsion | 0,014 | 0,020 | 0,039 | 0,080 | |||
| 2 T. à Trous Finition | Co8% | Sans | 12 - 16 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 12 - 16 | Emulsion | (40) 0,08 | (50) 0,08 | (63) 0,09 | (80) 0,11 | 100 (0,12) | ||
| 3 tailles | HSS | Sans | 9 - 12 | Emulsion | 50 (0,04) | 63 (0,06) | 80 (0,07) | 100 (0,08) | 125 (0,1) | ||
4) Abaque pour l'acier inoxydable (inox 304 - 316), Inconel 625 et Nimonic 75
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| ACIERS INOXYDABLES INOX 304 - 316 Inconel 625 Nimonic 75 |
Rainurer 2 dents | Co8% | Sans | 7 - 12 | Emulsion | 0,010 | 0,010 | 0,015 | 0,035 | 0,048 | 0,070 |
| Rainurer 2 dents | Co8% | TIALN | 12 - 20 | E/Sec | 0,010 | 0,010 | 0,015 | 0,035 | 0,048 | 0,070 | |
| Rainurer 3 dents | Co8% | Sans | 7 - 12 | Emulsion | 0,010 | 0,010 | 0,015 | 0,035 | 0,048 | 0,070 | |
| Rainurer 3 dents | Co8% | TIALN | 12 - 20 | E/Sec | 0,010 | 0,010 | 0,015 | 0,035 | 0,048 | 0,070 | |
| 3 dents 45° | Co8% | Sans | 7 - 12 | Emulsion | 0,015 | 0,015 | 0,023 | 0,040 | 0,070 | 0,100 | |
| 3 dents 45° | Co8% | TIALN | 12 - 20 | E/Sec | 0,015 | 0,015 | 0,023 | 0,040 | 0,070 | 0,100 | |
| 4 dents 45° | Co8% | NCR | 12 - 20 | Emulsion | 0,015 | 0,015 | 0,023 | 0,040 | 0,070 | 0,100 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 7 - 12 | Emulsion | 0,014 | 0,014 | 0,025 | 0,060 | 0,010 | 0,140 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 12 - 20 | E/Sec | 0,014 | 0,014 | 0,025 | 0,060 | 0,010 | 0,140 | |
| 2 Tailles ébauche HR | Co8% | Sans | 8 - 14 | Emulsion | 0,015 | 0,020 | 0,037 | 0,070 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 13 - 22 | E/Sec | 0,015 | 0,020 | 0,037 | 0,070 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 13 - 22 | Emulsion | 0,015 | 0,020 | 0,037 | 0,070 | |||
| 2 T. à Trous Finition | Co8% | Sans | 7 - 12 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 7 - 12 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 3 tailles | HSS | Sans | 5 - 8 | Emulsion | 50 (0,035) | 63 (0,05) | 80 (0,06) | 100 (0,07) | 125 (0,8) | ||
5) Abaque pour les alliages spéciaux fortement alliés (Base Ni-Co, Stellite 306, Inconel 718, Nimonic 90, Waspalloy)
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| ALLIAGES SPECIAUX Fortement alliés Base Ni - Co Résistance de 900 - 1200 N/mm² Stellite 306 Inconel 718 Nimonic 90 Waspalloy |
Rainurer 2 dents | Co8% | Sans | 5 - 7 | Emulsion | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 |
| Rainurer 2 dents | Co8% | TIALN | 7 - 12 | E/Sec | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 | |
| Rainurer 3 dents | Co8% | Sans | 5 - 7 | Emulsion | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 | |
| Rainurer 3 dents | Co8% | TIALN | 7 - 12 | E/Sec | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 | |
| 3 dents 45° | Co8% | Sans | 5 - 7 | Emulsion | 0,020 | 0,020 | 0,240 | 0,040 | 0,075 | 0,010 | |
| 3 dents 45° | Co8% | TIALN | 7 - 12 | E/Sec | 0,020 | 0,020 | 0,240 | 0,040 | 0,075 | 0,010 | |
| 4 dents 45° | Co8% | NCR | 7 - 12 | Emulsion | 0,020 | 0,020 | 0,240 | 0,040 | 0,075 | 0,010 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 4 - 6 | Emulsion | 0,013 | 0,013 | 0,250 | 0,055 | 0,098 | 0,130 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 6 - 9 | E/Sec | 0,013 | 0,013 | 0,250 | 0,055 | 0,098 | 0,130 | |
| 2 Tailles ébauche HR | Co8% | Sans | 5 - 7 | Emulsion | 0,015 | 0,022 | 0,037 | 0,070 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 7 - 12 | E/Sec | 0,015 | 0,022 | 0,037 | 0,070 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 7 - 12 | Emulsion | 0,015 | 0,022 | 0,037 | 0,070 | |||
| 2 T. à Trous Finition | Co8% | Sans | 5 - 7 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 5 - 7 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 3 tailles | HSS | Sans | 3 - 4 | Emulsion | 50 (0,035) | 63 (0,05) | 80 (0,06) | 100 (0,07) | 125 (0,8) | ||
6) Abaque pour le titane (jusqu'à 750 N/mm²) et TA6V
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| TITANE Résistance > 750 N/mm² TA6V |
Rainurer 2 dents | Co8% | Sans | 5 - 7 | Emulsion | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 |
| Rainurer 2 dents | Co8% | TIALN | 7 - 12 | E/Sec | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 | |
| Rainurer 3 dents | Co8% | Sans | 5 - 7 | Emulsion | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 | |
| Rainurer 3 dents | Co8% | TIALN | 7 - 12 | E/Sec | 0,010 | 0,010 | 0,150 | 0,030 | 0,045 | 0,070 | |
| 3 dents 45° | Co8% | Sans | 5 - 7 | Emulsion | 0,020 | 0,020 | 0,240 | 0,040 | 0,075 | 0,010 | |
| 3 dents 45° | Co8% | TIALN | 7 - 12 | E/Sec | 0,020 | 0,020 | 0,240 | 0,040 | 0,075 | 0,010 | |
| 4 dents 45° | Co8% | NCR | 7 - 12 | Emulsion | 0,020 | 0,020 | 0,240 | 0,040 | 0,075 | 0,010 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 4 - 6 | Emulsion | 0,013 | 0,013 | 0,250 | 0,055 | 0,098 | 0,130 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 6 - 9 | E/Sec | 0,013 | 0,013 | 0,250 | 0,055 | 0,098 | 0,130 | |
| 2 Tailles ébauche HR | Co8% | Sans | 5 - 7 | Emulsion | 0,015 | 0,022 | 0,037 | 0,070 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 7 - 12 | E/Sec | 0,015 | 0,022 | 0,037 | 0,070 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 7 - 12 | Emulsion | 0,015 | 0,022 | 0,037 | 0,070 | |||
| 2 T. à Trous Finition | Co8% | Sans | 5 - 7 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 5 - 7 | Emulsion | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 3 tailles | HSS | Sans | 3 - 4 | Emulsion | 50 (0,035) | 63 (0,05) | 80 (0,06) | 100 (0,07) | 125 (0,8) | ||
7) Abaque pour fonte standard, graphite lamellaire, FT10 - FT20
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| FONTES Standard Graphite Lamellaire FT10 - FT20 |
Rainurer 2 dents | Co8% | Sans | 30 - 45 | E/sec | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 |
| Rainurer 2 dents | Co8% | TIALN | 90 -110 | E/Sec | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 | |
| Rainurer 3 dents | Co8% | Sans | 30 - 45 | E/Sec | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 | |
| Rainurer 3 dents | Co8% | TIALN | 90 -110 | E/Sec | 0,014 | 0,028 | 0,038 | 0,060 | 0,090 | 0,100 | |
| 3 dents 45° | Co8% | Sans | 30 - 40 | E/Sec | 0,016 | 0,019 | 0,025 | 0,045 | 0,088 | 0,110 | |
| 3 dents 45° | Co8% | TIALN | 70 - 90 | E/Sec | 0,016 | 0,019 | 0,025 | 0,045 | 0,088 | 0,110 | |
| 4 dents 45° | Co8% | NCR | 70 - 90 | E/Sec | 0,016 | 0,019 | 0,025 | 0,045 | 0,088 | 0,110 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 30 - 40 | E/Sec | 0,012 | 0,014 | 0,024 | 0,060 | 0,090 | 0,150 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 70 - 90 | E/Sec | 0,012 | 0,014 | 0,024 | 0,060 | 0,090 | 0,150 | |
| 2 Tailles ébauche HR | Co8% | Sans | 35 - 45 | E/Sec | 0,020 | 0,023 | 0,040 | 0,075 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 60 - 80 | E/Sec | 0,021 | 0,023 | 0,040 | 0,075 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 60 - 80 | E/Sec | 0,021 | 0,023 | 0,040 | 0,075 | |||
| 2 T. à Trous Finition | Co8% | Sans | 30 - 40 | E/Sec | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 30 - 40 | E/Sec | (40) 0,06 | (50) 0,08 | (63) 0,09 | (80) 0,10 | 100 (0,11) | ||
| 3 tailles | HSS | Sans | 20-25 | E/Sec | 50 (0,04) | 63 (0,06) | 80 (0,07) | 100 (0,08) | 125 (0,1) | ||
8) Abaque pour fonte dure, graphite lamellaire FT25 - FT35, graphite spéroïdale et malléable
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| FONTES dures Graphite lamellaire FT25 - FT35 Graphite spéroïdale FGS400 - FGS800-2 Malléable MN350-10 |
Rainurer 2 dents | Co8% | Sans | 20 - 25 | E/sec | 0,011 | 0,011 | 0,015 | 0,03 | 0,055 | 0,08 |
| Rainurer 2 dents | Co8% | TIALN | 35 - 50 | E/Sec | 0,011 | 0,011 | 0,015 | 0,03 | 0,055 | 0,08 | |
| Rainurer 3 dents | Co8% | Sans | 20 - 25 | E/Sec | 0,011 | 0,011 | 0,015 | 0,03 | 0,055 | 0,08 | |
| Rainurer 3 dents | Co8% | TIALN | 35 - 50 | E/Sec | 0,011 | 0,011 | 0,015 | 0,03 | 0,055 | 0,08 | |
| 3 dents 45° | Co8% | Sans | 20 - 25 | E/Sec | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 3 dents 45° | Co8% | TIALN | 35 - 50 | E/Sec | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 4 dents 45° | Co8% | NCR | 35 - 50 | E/Sec | 0,018 | 0,018 | 0,023 | 0,040 | 0,080 | 0,110 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 16 - 20 | E/Sec | 0,014 | 0,014 | 0,028 | 0,061 | 0,110 | 0,150 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 30 - 40 | E/Sec | 0,014 | 0,014 | 0,028 | 0 061 | 0,110 | 0,150 | |
| 2 Tailles ébauche HR | Co8% | Sans | 20 - 25 | E/Sec | 0,015 | 0,021 | 0,040 | 0,082 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 35 - 50 | E/Sec | 0,015 | 0,021 | 0,040 | 0,082 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 25 - 35 | E/Sec | 0,015 | 0,021 | 0,040 | 0,082 | |||
| 2 T. à Trous Finition | Co8% | Sans | 20 - 25 | E/Sec | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 20 - 25 | E/Sec | (40) 0,08 | (50) 0,085 | (63) 0,10 | (80) 0,11 | 100 (0,12) | ||
| 3 tailles | HSS | Sans | 15 - 20 | E/Sec | 50 (0,04) | 63 (0,06) | 80 (0,07) | 100 (0,08) | 125 (0,1) | ||
9) Abaque pour le cuivre, le laiton et le bronze
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| Cuivre Bronze Laiton |
Rainurer 2 dents | Co8% | Sans | 80 - 110 | Emulsion | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 |
| Rainurer 2 dents | Co8% | TIALN | 110 - 170 | E/Sec | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 | |
| Rainurer 3 dents | Co8% | Sans | 80 - 110 | Emulsion | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 | |
| Rainurer 3 dents | Co8% | TIALN | 110 - 170 | E/Sec | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 | |
| 3 dents 45° | Co8% | Sans | 80 - 110 | Emulsion | 0,020 | 0,020 | 0,032 | 0,064 | 0,100 | 0,132 | |
| 3 dents 45° | Co8% | TIALN | 110 - 170 | E/Sec | 0,020 | 0,020 | 0,032 | 0,064 | 0,100 | 0,132 | |
| 4 dents 45° | Co8% | NCR | 110 - 170 | Emulsion | 0,020 | 0,020 | 0,032 | 0,064 | 0,100 | 0,132 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 80 - 110 | Emulsion | 0,029 | 0,032 | 0,046 | 0,070 | 0,100 | 0,120 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 110 - 170 | E/Sec | 0,029 | 0,032 | 0,046 | 0,070 | 0,100 | 0,120 | |
| 2 Tailles ébauche HR | Co8% | Sans | 80 - 100 | Emulsion | 0,020 | 0,031 | 0,064 | 0,100 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 120 - 170 | E/Sec | 0,020 | 0,031 | 0,064 | 0,100 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 120 - 170 | Emulsion | 0,020 | 0,031 | 0,064 | 0,100 | |||
| 2 T. à Trous Finition | Co8% | Sans | 80 - 110 | Emulsion | (40) 0,11 | (50) 0,11 | (63) 0,12 | (80) 0,13 | 100 (0,14) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 80 - 110 | Emulsion | (40) 0,13 | (50) 0,16 | (63) 0,17 | (80) 0,18 | 100 (0,19) | ||
| 3 tailles | HSS | Sans | 55 - 75 | Emulsion | 50 (0,1) | 63 (0,1) | 80 (0,11) | 100 (0,12) | 125 (0,12) | ||
10) Abaque pour l'aluminium pur (AU5N et AU4G)
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| ALUMINIUM Pur AU5N - AU4G |
Rainurer 2 dents | Co8% | Sans | 240 -270 | Emulsion | 0,018 | 0,018 | 0,028 | 0,050 | 0,076 | 0,110 |
| Rainurer 2 dents | Co8% | TIALN | 340 - 490 | E/Sec | 0,018 | 0,018 | 0,028 | 0,050 | 0,076 | 0,110 | |
| Rainurer 3 dents | Co8% | Sans | 240 - 270 | Emulsion | 0,018 | 0,018 | 0,028 | 0,050 | 0,076 | 0,110 | |
| Rainurer 3 dents | Co8% | TIALN | 340 - 490 | E/Sec | 0,018 | 0,018 | 0,028 | 0,050 | 0,076 | 0,110 | |
| 3 dents 45° | Co8% | Sans | 240 - 270 | Emulsion | 0,023 | 0,023 | 0,035 | 0,064 | 0,110 | 0,150 | |
| 3 dents 45° | Co8% | TIALN | 340 - 490 | E/Sec | 0,023 | 0,023 | 0,035 | 0,064 | 0,110 | 0,150 | |
| 4 dents 45° | Co8% | NCR | 340 - 490 | Emulsion | 0,023 | 0,023 | 0,035 | 0,064 | 0,110 | 0,150 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 240 - 270 | Emulsion | 0,035 | 0,036 | 0,050 | 0,090 | 0,120 | 0,150 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 340 - 490 | E/Sec | 0,035 | 0,036 | 0,050 | 0,090 | 0,120 | 0,150 | |
| 2 Tailles ébauche HR | Co8% | Sans | 240 - 270 | Emulsion | 0,020 | 0,031 | 0,062 | 0,110 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 340 - 490 | E/Sec | 0,020 | 0,031 | 0,062 | 0,110 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 340 - 490 | Emulsion | 0,020 | 0,031 | 0,062 | 0,110 | |||
| 2 T. à Trous Finition | Co8% | Sans | 240 - 270 | Emulsion | (40) 0,11 | (50) 0,11 | (63) 0,12 | (80) 0,13 | 100 (0,14) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 240 - 270 | Emulsion | (40) 0,13 | (50) 0,16 | (63) 0,17 | (80) 0,18 | 100 (0,19) | ||
| 3 tailles | HSS | Sans | 175 - 200 | Emulsion | 50 (0,1) | 63(0,1) | 80 (0,11) | 100 (0,12) | 125 (0,12) | ||
11) Abaque pour l'aluminium au silicium (AS11 - AS13...)
| Type de Fraise | Nuance de la Fraise |
Revêtement sur la fraise |
Vitesse de Coupe Vc (m/mn) |
Lubrif. | Avance par dent fz (mm/dent) | ||||||
| Diamètre de la fraise | |||||||||||
| 4 | 6 | 8 | 12 | 20 | 30 | ||||||
| ALUMINIUM au silicium AS11 - AS13... |
Rainurer 2 dents | Co8% | Sans | 80 - 110 | Emulsion | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 |
| Rainurer 2 dents | Co8% | TIALN | 110 - 170 | E/Sec | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 | |
| Rainurer 3 dents | Co8% | Sans | 80 - 110 | Emulsion | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 | |
| Rainurer 3 dents | Co8% | TIALN | 110 - 170 | E/Sec | 0,017 | 0,017 | 0,028 | 0,050 | 0,076 | 0,110 | |
| 3 dents 45° | Co8% | Sans | 80 - 110 | Emulsion | 0,020 | 0,020 | 0,032 | 0,064 | 0,100 | 0,132 | |
| 3 dents 45° | Co8% | TIALN | 110 - 170 | E/Sec | 0,020 | 0,020 | 0,032 | 0,064 | 0,100 | 0,132 | |
| 4 dents 45° | Co8% | NCR | 110 - 170 | Emulsion | 0,020 | 0,020 | 0,032 | 0,064 | 0,100 | 0,132 | |
| 2 Tailles fin. Ty N | Co8% | Sans | 80 - 110 | Emulsion | 0,029 | 0,032 | 0,046 | 0,070 | 0,100 | 0,120 | |
| 2 Tailles fin. Ty N | Co8% | TIALN | 110 - 170 | E/Sec | 0,029 | 0,032 | 0,046 | 0,070 | 0,100 | 0,120 | |
| 2 Tailles ébauche HR | Co8% | Sans | 80 - 100 | Emulsion | 0,020 | 0,031 | 0,064 | 0,100 | |||
| 2 Tailles ébauche HR | Co8% | TIALN | 120 - 170 | E/Sec | 0,020 | 0,031 | 0,064 | 0,100 | |||
| 2 Tailles ébauche HR | Co8% | NCR | 120 - 170 | Emulsion | 0,020 | 0,031 | 0,064 | 0,100 | |||
| 2 T. à Trous Finition | Co8% | Sans | 80 - 110 | Emulsion | (40) 0,11 | (50) 0,11 | (63) 0,12 | (80) 0,13 | 100 (0,14) | ||
| 2 T. à Trous Eb. HR | Co8% | Sans | 80 - 110 | Emulsion | (40) 0,13 | (50) 0,16 | (63) 0,17 | (80) 0,18 | 100 (0,19) | ||
| 3 tailles | HSS | Sans | 55 - 75 | Emulsion | 50 (0,1) | 63 (0,1) | 80 (0,11) | 100 (0,12) | 125 (0,12) | ||
4/ Tableau sur la vitesse de coupe et l’avance par dent des fraises monoblocs en carbure selon la matière à usiner
ATTENTION : Les vitesses d’avance sont données pour un fraisage en avalant, selon les profondeurs de passe. Tenir compte de la stabilité de la machine et de l’environnement pour éventuellement minorer ces valeurs.
Pour les fraises revêtues TIALN et X-TREME, augmenter la vitesse de coupe de 50 %.
| Matières | Vitesse de Coupe Vc (m/mn) |
Diamètre des fraises |
Avance par dent fz (mm/dent) | |||
| Fraises 2 dents | Fraises 3 dents | Fraises 4 dents | Fraises 6 dents | |||
| Acier jusqu'à 50 kg | 2 à 6 | 0,004 - 0,015 | 0,004 - 0,015 | 0,01 - 0,35 | 0,008 - 0,022 | |
| 95 - 115 | 8 à 12 | 0,017 - 0,029 | 0,017 - 0,029 | 0,039 - 0,064 | 0,024 - 0,044 | |
| 14 à 20 | 0,034 - 0,059 | 0,034 - 0,064 | 0,068 - 0,122 | 0,048 - 0,087 | ||
| Acier de 50 - 80 kg | 2 à 6 | 0,004 - 0,015 | 0,04 - 0,015 | 0,007 - 0,028 | 0,005 - 0,021 | |
| 85 - 105 | 8 à 12 | 0,016 - 0,029 | 0,017 - 0,029 | 0,033 - 0,057 | 0,023 - 0,042 | |
| 14 à 20 | 0,03 - 0,058 | 0,032 - 0,061 | 0,062 - 0,115 | 0,046 - 0,085 | ||
| Acier de 80 - 100 kg | 2 à 6 | 0,004 - 0,015 | 0,04 - 0,015 | 0,007 - 0,028 | 0,005 - 0,021 | |
| 55 - 75 | 8 à 12 | 0,016 - 0,029 | 0,017 - 0,029 | 0,033 - 0,057 | 0,023 - 0,042 | |
| 14 à 20 | 0,03 - 0,058 | 0,032 - 0,061 | 0,062 - 0,115 | 0,046 - 0,085 | ||
| Acier de 100 - 130 kg | 2 à 6 | 0,004 - 0,015 | 0,04 - 0,015 | 0,007 - 0,028 | 0,005 - 0,021 | |
| 45 - 55 | 8 à 12 | 0,016 - 0,029 | 0,017 - 0,029 | 0,033 - 0,057 | 0,023 - 0,042 | |
| 14 à 20 | 0,03 - 0,058 | 0,032 - 0,061 | 0,062 - 0,115 | 0,046 - 0,085 | ||
| Acier trempé 30 - 40 HRC |
2 à 6 | 0,007 - 0,021 | 0,007 - 0,021 | 0,01 - 0,032 | 0,004 - 0,017 | |
| 45 - 60 | 8 à 12 | 0,025 - 0,036 | 0,025 - 0,036 | 0,038 - 0,052 | 0,021 - 0,03 | |
| 14 à 20 | 0,04 - 0,05 | 0,04 - 0,05 | 0,06 - 0,071 | 0,03 - 0,033 | ||
| Acier trempé 40 - 50 HRC |
2 à 6 | 0,004 - 0,015 | 0,004 - 0,015 | 0,006 - 0,21 | 0,004 - 0,015 | |
| 25 -30 | 8 à 12 | 0,02 - 0,028 | 0,02 - 0,028 | 0,03 - 0,041 | 0,02 - 0,028 | |
| 14 à 20 | 0,029 - 0,036 | 0,029 - 0,036 | 0,04 - 0,052 | 0,029 - 0,032 | ||
| Acier trempé 50 - 60 HRC |
2 à 6 | 0,002 -0,01 | 0,002 - 0,01 | 0,003 - 0,014 | 0,003 - 0,014 | |
| 15 - 19 | 8 à 12 | 0,012 - 0,014 | 0,012 - 0,014 | 0,017 - 0,021 | 0,018 - 0,028 | |
| 14 à 20 | 0,013 - 0,018 | 0,013 - 0,018 | 0,021 - 0,027 | 0,028 - 0,031 | ||
| Acier trempé 60 - 70 HRC |
2 à 6 | 0,002 - 0,07 | 0,002 - 0,07 | 0,003 - 0,01 | 0,003 - 0,015 | |
| 12 -15 | 8 à 12 | 0,09 - 0,011 | 0,09 - 0,011 | 0,014 - 0,017 | 0,02 - 0,029 | |
| 14 à 20 | 0,011 - 0,015 | 0,011 - 0,015 | 0,017 - 0,023 | 0,029 - 0,033 | ||
| Inox et alliages | 2 à 6 | 0,004 - 0,015 | 0,004 - 0,015 | 0,008 - 0,03 | 0,006 - 0,022 | |
| 30 - 40 | 8 à 12 | 0,017 - 0,03 | 0,018 - 0,03 | 0,034 - 0,059 | 0,024 - 0,039 | |
| 14 à 20 | 0,031 - 0,058 | 0,034 - 0,058 | 0,06 - 0,11 | 0,06 - 0,1 | ||
| Titane - Inconel | 2 à 6 | 0,004 - 0,015 | 0,004 - 0,015 | 0,008 - 0,03 | 0,006 - 0,022 | |
| 20 - 30 | 8 à 12 | 0,017 - 0,03 | 0,018 - 0,03 | 0,034 - 0,059 | 0,024 - 0,039 | |
| 14 à 20 | 0,031 - 0,058 | 0,034 - 0,058 | 0,06 - 0,11 | 0,06 - 0,1 | ||
5/ Tableaux sur la vitesse de coupe et de rotation des fraises limes rotatives selon la matière à usiner
La fraise lime possède 3 types de denture :
- Alu: Particulièrement adaptée pour le travail des alu, matières plastiques et matériaux tendres.
- Finition moyenne: Particulièrement adaptée pour le travail de l’acier, même trempé, cordon de soudure… Permet d’obtenir un très bon état de surface.
- Taille croisée: Taille universelle. Permet d’usiner toutes les matières. Sa coupe permet de réduire les vibrations et d’obtenir un enlèvement de copeaux avec une très bonne finition.
1) Tableau sur la vitesse de coupe
| Description matière | Type de travail | Type de denture conseillée |
Vitesse de coupe (m/min) |
|
| Acier dur | jusqu'à 1200 N/mm² | Finition | Finition | 500 - 600 |
| supérieur à 1200 N/mm² | Ebauche Finition | Finition Croisée | 250 - 350 250 - 350 | |
| Inox | Ebauche Finition | Croisée Finition | 250 - 350 350 - 450 | |
| Fontes | Ebauche Finition | Finition Finition | 450 - 600 500 - 600 | |
| Métaux non ferreux | Alliage d'aluminium | Ebauche / Finition | Alu | 600 - 900 |
| Laiton | Ebauche / Finition | Alu | 600 - 900 | |
| Cuivre | Ebauche / Finition | Alu | 600 - 900 | |
| Zinc | Ebauche / Finition | Alu | 600 - 900 | |
| Bronze | Ebauche / Finition | Alu ou Croisée | 250 - 350 | |
| Alliage de titane | Ebauche / Finition | Alu ou Croisée | 250 - 350 | |
| Alliage de nickel | Ebauche / Finition | Croisée | 300 - 450 | |
| Matière plastique | Ebauche / Finition | Alu | 500 - 900 | |
2) Tableau sur la vitesse de rotation
| Vitesse de coupe (m/min) | |||||||||
| 250 | 300 | 350 | 400 | 450 | 500 | 600 | 900 | ||
| VITESSE DE ROTATION (tr/min) | |||||||||
| Diam. Fraise (mm) |
3 | 27 000 | 32 000 | 37 000 | 42 000 | 48 000 | 53 000 | 64 000 | 95 000 |
| 6 | 13 000 | 16 000 | 19 000 | 21 000 | 24 000 | 27 000 | 32 000 | 48 000 | |
| 8 | 10 000 | 12 000 | 14 000 | 16 000 | 18 000 | 20 000 | 24 000 | 36 000 | |
| 10 | 8 000 | 10 000 | 11 000 | 13 000 | 14 000 | 16 000 | 19 000 | 29 000 | |
| 12 | 7 000 | 8 000 | 9 000 | 11 000 | 12 000 | 13 000 | 16 000 | 24 000 | |
| 16 | 5 000 | 6 000 | 7 000 | 8 000 | 9 000 | 10 000 | 12 000 | 18 000 | |
| 20 | 4 000 | 5 000 | 6 000 | 6 000 | 7 000 | 8 000 | 10 000 | 14 000 | |